塑胶模具设计:第八章——排气系统的设计3
发布日期:2019-02-21 作者:k-molds.com
六:镶针排气设计
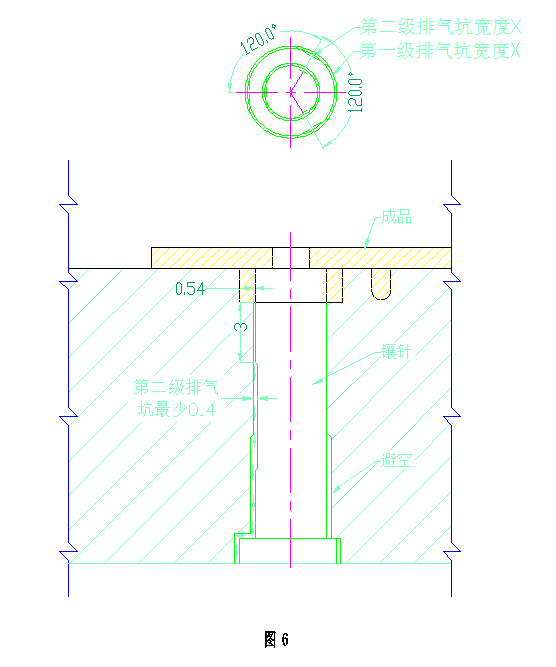
1."X"宽度为胶料排气坑深度的1/2倍,排气坑深度可参考成品的排气溢边值H
2.排气坑不可有利角。
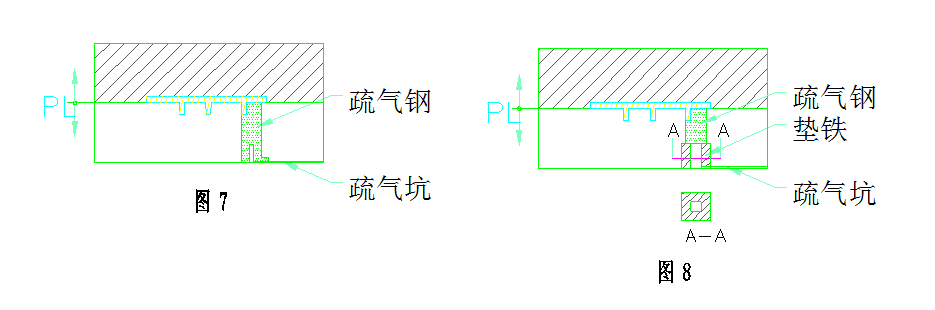
七:疏气钢排气设计
1.疏气钢的疏气效果与厚度成反比,所以其使用厚度为30~50mm。
2.疏气钢须疏气的部分在幼加工时(胶位及底部)除电蚀外,不可作任何机械加工(磨床或铣床):粗加工时可任何机械加工。
3.镶件底要做疏气坑。
4.疏气钢可直接修螺丝。
5.疏气钢如要开运水,运水孔要作镀Dichtol处理。
6.疏气钢出厂硬度为35~38HRC,但可硬至55HRC,测试硬度需用特别的仪器。
7.检查疏气的方法,可涂少量液体如脱模剂在疏气钢工件表面上,再由出气位吹入高压风,检查泡沫涌起的情况便可知道疏气性能的情度。
8.清洁阻塞疏气孔的方法:
(Ⅰ)加热工件至500℃,维时最少一小时。
(Ⅱ)冷却至室温后,浸入丙酮(acetone),维时最少十五分钟。
(Ⅲ)取出工件,用高压风从工件底部吹出阻塞物。
(Ⅳ)重复(Ⅱ),(Ⅲ)工序,直至没有阻塞物(污积)被吹出。
图6及图7是疏气钢镶件设计的参考方法
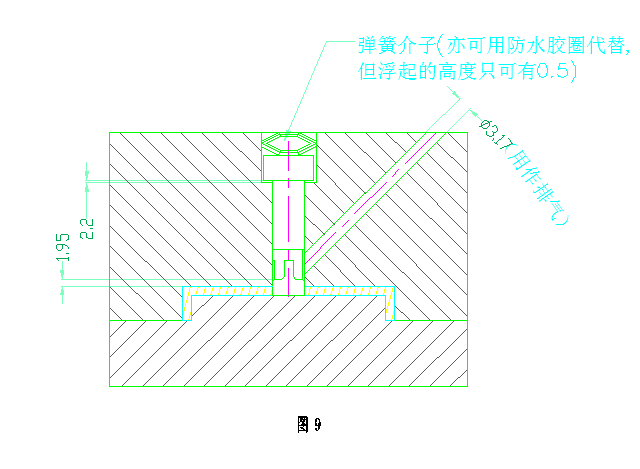
八:其它排气