塑胶模具设计:第八章——排气系统的设计1
发布日期:2019-01-27 作者:k-molds.com
一.(1)各种塑胶材料的排气深度:
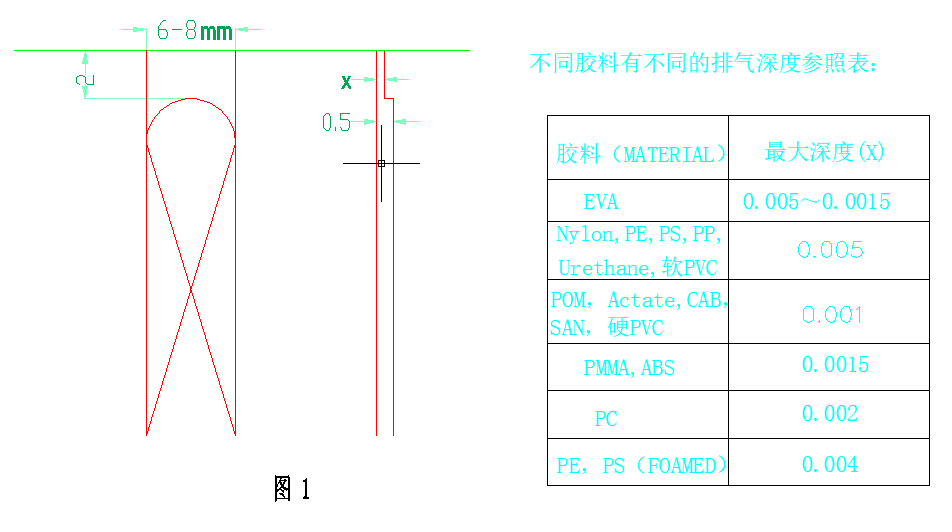
(2)排气加工注意事项:
1)要求按照不同规格和啤件材料在文件上做出排气槽,以便在CNC料位时同时把排气槽锣出来;
2)异型分型面上排气槽必须在文件上做出CNC加工出;
3)平面上的排气槽可采用铣床加工,要求必须按照以上规格尺寸加工;
4)靠近料位的长度为2MM的排气必须CNC精锣或磨床加工;
5)宽度为6MM深度为0.5MM的排气槽必须用CNC或铣床加工,绝不能用磨床加工并且排气槽的根部必须清角.
6)排气的宽度一般取值6-8mm,尽量不要采用5mm以下的小刀,以便提高加工速度和减低刀具损耗。
二.PL面排气设计:
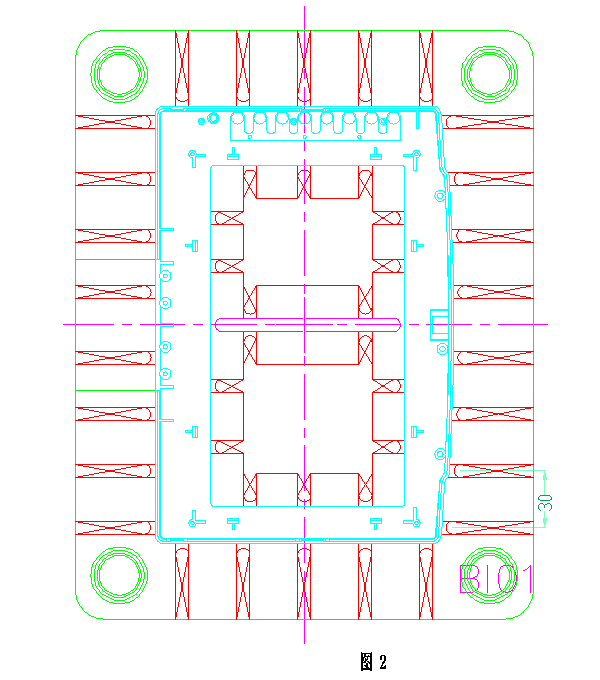
说明:
1.壁厚较薄的末端开排气;
2.明显困气的地方开排气;
3.有夹水纹的位置开排气;
4.最后走胶的地方开排气;
5.分型面上排气的间距各30mm;
6.分型面上排气面积占分型面面积的30%.
三.碰穿位的排气:
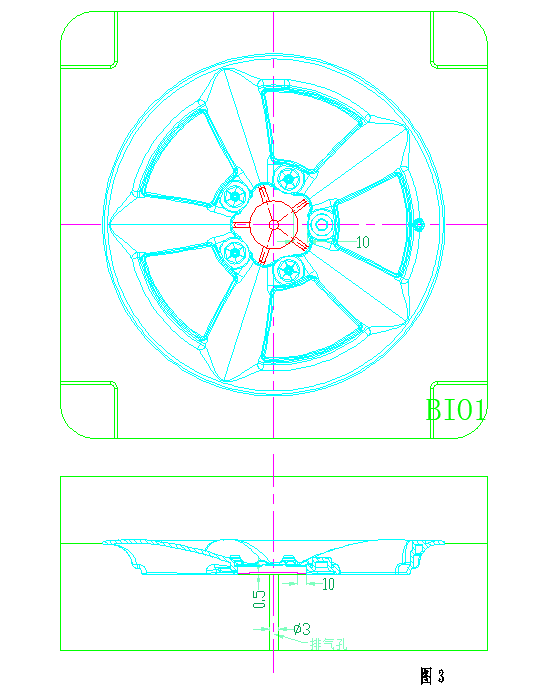
说明:
1.碰穿位在距胶位10mm外全部避空作排气区域;
2.从排气区域钻一个排气孔,都钻在后模,并钻通B板.


